What Is an 8D Report?
The complete guide to the Eight Disciplines methodology — from Ford's 1987 origins to modern cloud-based 8D software.
Definition
A structured approach to solving quality problems — permanently
An 8D report is a team-based problem-solving document used in manufacturing and quality management. It guides cross-functional teams through eight disciplines — from defining the problem and containing it, through root cause analysis and corrective action, to systemic prevention.
Developed by Ford Motor Company in 1987, the methodology is now an industry standard across automotive, aerospace, electronics, food production, and healthcare.
The "8D" stands for Eight Disciplines — with an optional D0 planning step making nine steps in total. Unlike informal approaches, 8D is data-driven, documented, and designed for collaboration.
Why it matters
An 8D report is evidence that your organization follows a disciplined, fact-based approach to problem solving. For automotive and aerospace suppliers, the ability to produce rigorous 8D reports is often a contractual requirement.
Origins
Nearly four decades of proven results
Military origins
U.S. DOD publishes MIL-STD-1520 — corrective action standard that planted the seeds for 8D.
Ford creates 8D
Team Oriented Problem Solving (TOPS) manual published by Ford's Powertrain Organization in Dearborn, Michigan.
Industry adoption
Methodology spreads to the broader automotive supply chain and becomes a global OEM requirement.
Global 8D (G8D)
Ford adds D0 planning step, escape point concept, and formal process flowcharts.
Cloud & digital
Cloud-based platforms enable real-time collaboration. IATF 16949 and VDA 8D now reference the methodology.
Methodology
The 9 steps of the 8D process
Each discipline builds on the previous one. Skipping steps is the most common reason 8D reports fail.
Based on Ford's Global 8D (G8D) methodology · Typical automotive timeline
Plan & Prepare
Assess severity. Implement Emergency Response Actions. Decide if a full 8D is warranted.
Establish the Team
Form a cross-functional team of 4–8 people. Assign a Team Leader and Champion.
Describe the Problem
Quantify with 5W2H. Sharpen with Is/Is Not analysis. No vague descriptions.
Interim Containment
Protect the customer immediately. Sort, screen, quarantine. Verify containment works. Automotive: within 24 hours.
Root Cause + Escape Point
Find why it happened (occurrence cause) AND why controls missed it (escape point). Verify: can you turn the defect on/off?
Choose Corrective Actions
Develop permanent fixes for both the root cause and the escape point. Verify before full rollout.
Implement & Validate
Roll out corrections. Remove containment. Monitor with production data over time — not just one run.
Prevent Recurrence
Update FMEA, control plans, standards, and training. Deploy lessons to similar products and processes.
Recognize the Team
Acknowledge the effort. Document final lessons learned. Archive the report. Close.
The escape point concept
An escape point is the earliest control that should have caught the defect but didn't. Introduced in Ford's Global 8D, it's what separates rigorous 8D from surface-level fixes — you address both why it happened and why you didn't catch it.
Why is hole #3 out of tolerance?
The blank shifts during the piercing operation.
Why does the blank shift?
The locating pin doesn't hold position accurately.
Why doesn't the pin hold position?
The locating pin is worn by 0.3mm.
Why is the pin worn?
No preventive maintenance schedule for pin wear.
Why is there no PM schedule?
Pin wear was not identified as a failure mode in the FMEA.
Missing preventive maintenance schedule for locating pin wear — not captured in FMEA.
Replace pin + PM every 50K cycles. Add hole #3 to SPC sampling. Update FMEA.
Real Example
A filled-in 8D walkthrough
Most resources offer blank templates. Here's what a completed 8D actually looks like.
Tier-2 automotive supplier — 2.3% of stamped steel brackets have hole position out of tolerance by 0.4mm.
ERA taken: suspect inventory held. Third complaint in 6 months — full 8D warranted.
Quality Engineer (Lead), Stamping Process Engineer, Tool & Die Technician, Production Supervisor, SPC Analyst. Champion: Plant Quality Manager.
Hole #3 out of tolerance (±0.2mm spec, +0.4mm actual). IS: hole #3, Press Line 2. IS NOT: holes #1/#2, Press Line 1. Defect rate: 2.3%.
100% dimensional inspection. Affected lots quarantined. Zero defects shipped after containment.
Locating pin for hole #3 showed 0.3mm wear → blank shifts during piercing. Escape: SPC only sampled hole #1.
(1) Replace pin + PM schedule every 50K cycles. (2) Add hole #3 to SPC sampling plan.
3 runs × 5,000 parts = zero defects. Cpk improved 0.85 → 1.67. Containment removed.
FMEA updated. PM schedule applied to all similar dies. SPC plans reviewed for all bracket parts.
Team acknowledged at quality meeting. Lessons shared with sister plant.
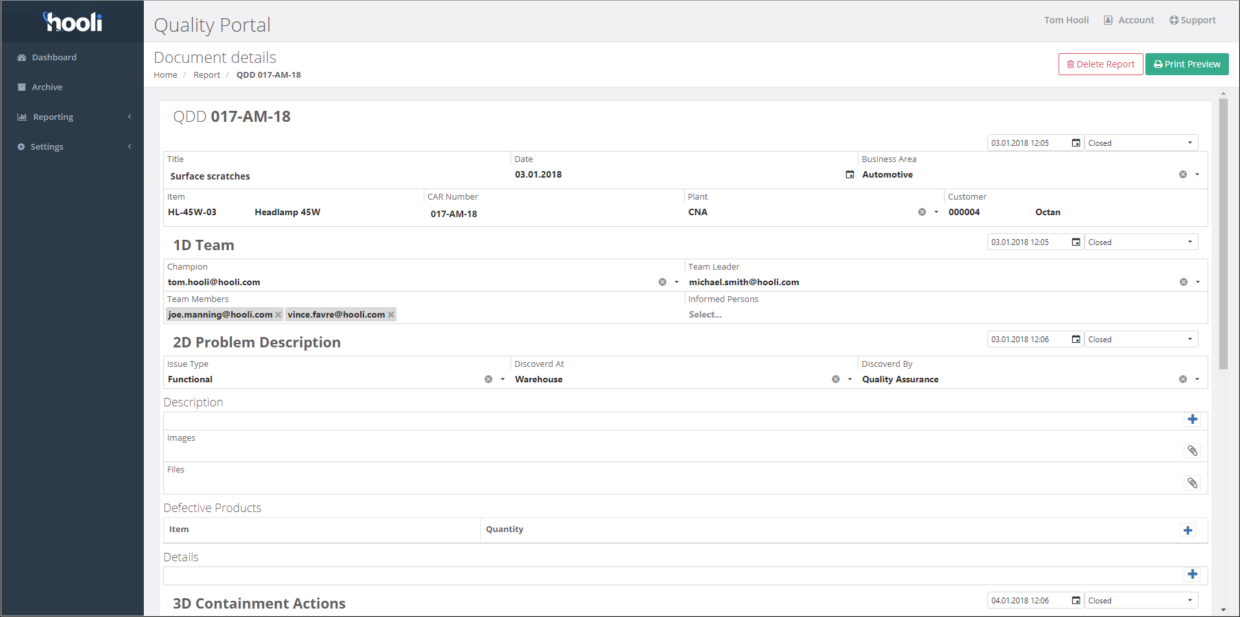
A completed 8D in 8DReport.com — all disciplines in one collaborative view.
Comparison
8D vs A3 vs DMAIC vs CAPA
| Criteria | 8D | A3 (Toyota) | DMAIC | CAPA |
|---|---|---|---|---|
| Origin | Ford (1987) | Toyota (1960s) | Motorola / GE | FDA / ISO |
| Team | 4–8 cross-functional | 1–3 people | 5–10 with Black Belt | Varies |
| Duration | 2–6 weeks | 1–2 weeks | 3–6 months | 30–90 days |
| Best for | Complex recurring problems | Smaller scope | Statistical rigor | Regulatory compliance |
| Containment? | ✓ Yes (D3) | ✗ No | ✗ No | Sometimes |
| Escape points? | ✓ Yes (G8D) | ✗ No | ✗ No | ✗ No |
8D ≠ CAPA. CAPA is a regulatory requirement (FDA 21 CFR 820.100). 8D is a methodology that can fulfill CAPA — but standard 8D verifies before implementation, while FDA requires verification after.
Decision Guide
When to use 8D
Use 8D when
- Customer complaint needing formal response
- Recurring defect — previous fixes didn't work
- Root cause unknown — needs team investigation
- Safety or regulatory traceability required
- OEM contractually requires 8D reporting
Don't use 8D when
- Root cause already known → Just-Do-It
- One-time occurrence, no recurrence risk
- One person can resolve it → 5 Whys or A3
- Needs deep statistics → DMAIC
- Just paperwork → checkbox 8D has zero value
Applications
Used across industries
Automotive
IATF 16949
De facto standard. Containment within 24hrs, closure within 30 days.
Aerospace
AS9100
Higher stakes, stricter evidence. Defects can have life-safety implications.
Pharma & Medical
FDA 21 CFR 820
Used behind CAPA systems. Must add post-implementation verification.
Food Manufacturing
HACCP / FSSC 22000
Contamination events, foreign body complaints. Containment is critical.
Avoid These
10 mistakes that derail 8D reports
Treating it as paperwork
Fix: Judge by recurrence, not submission speed
Vague problem descriptions
Fix: Require 5W2H before proceeding past D2
Confusing containment with correction
Fix: Never close an 8D at D3
Stopping 5 Whys too early
Fix: Keep going until you reach systemic cause
Ignoring the escape point
Fix: Address both occurrence and detection
Wrong team composition
Fix: Include process, quality, and engineering
No root cause verification
Fix: Can you turn the defect on/off?
Skipping D7 prevention
Fix: No close without systemic changes
Evidence in scattered emails
Fix: Use a centralized platform
No effectiveness follow-up
Fix: Build 60–90 day review into every 8D
Measure What Matters
How to measure 8D effectiveness
Modern Approach
Why 8D software beats spreadsheets
Version control
One source of truth. No more emailing files back and forth.
Evidence in context
Photos, data, and notes attached to the report — not scattered across inboxes.
Real-time visibility
Dashboard showing open 8Ds, overdue items, and bottlenecks at a glance.
External collaboration
Invite suppliers and customers directly into the 8D process.
Institutional memory
Searchable archive. When a similar problem appears, find the original 8D instantly.
One-click reporting
Export professional, customer-ready PDFs without copy-pasting into Word.
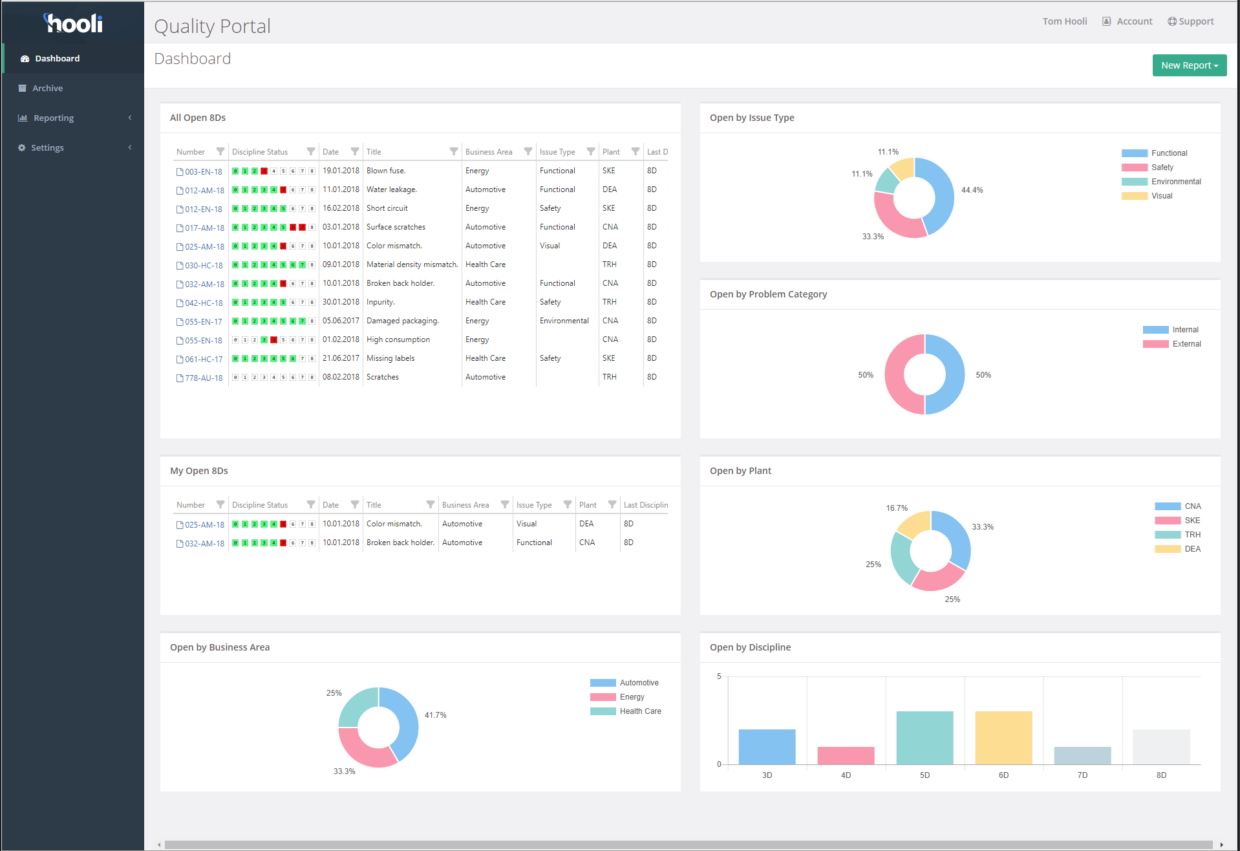
Real-time overview of all active 8D reports across the organization.
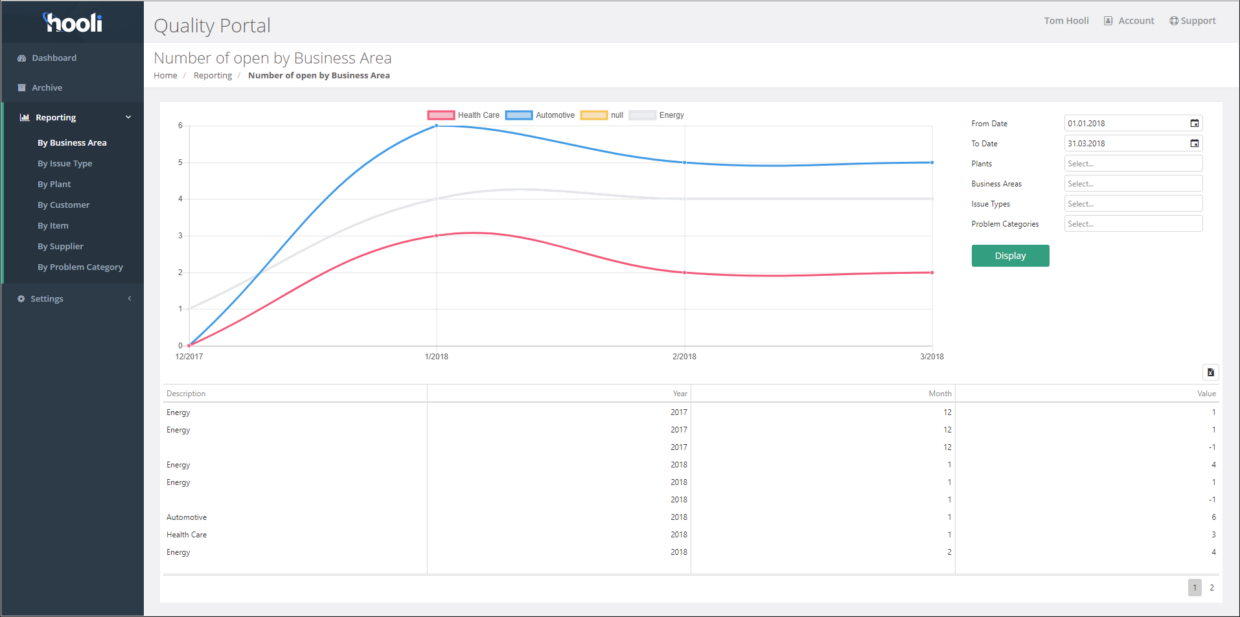
Reporting view with analytics, status tracking, and exportable reports.
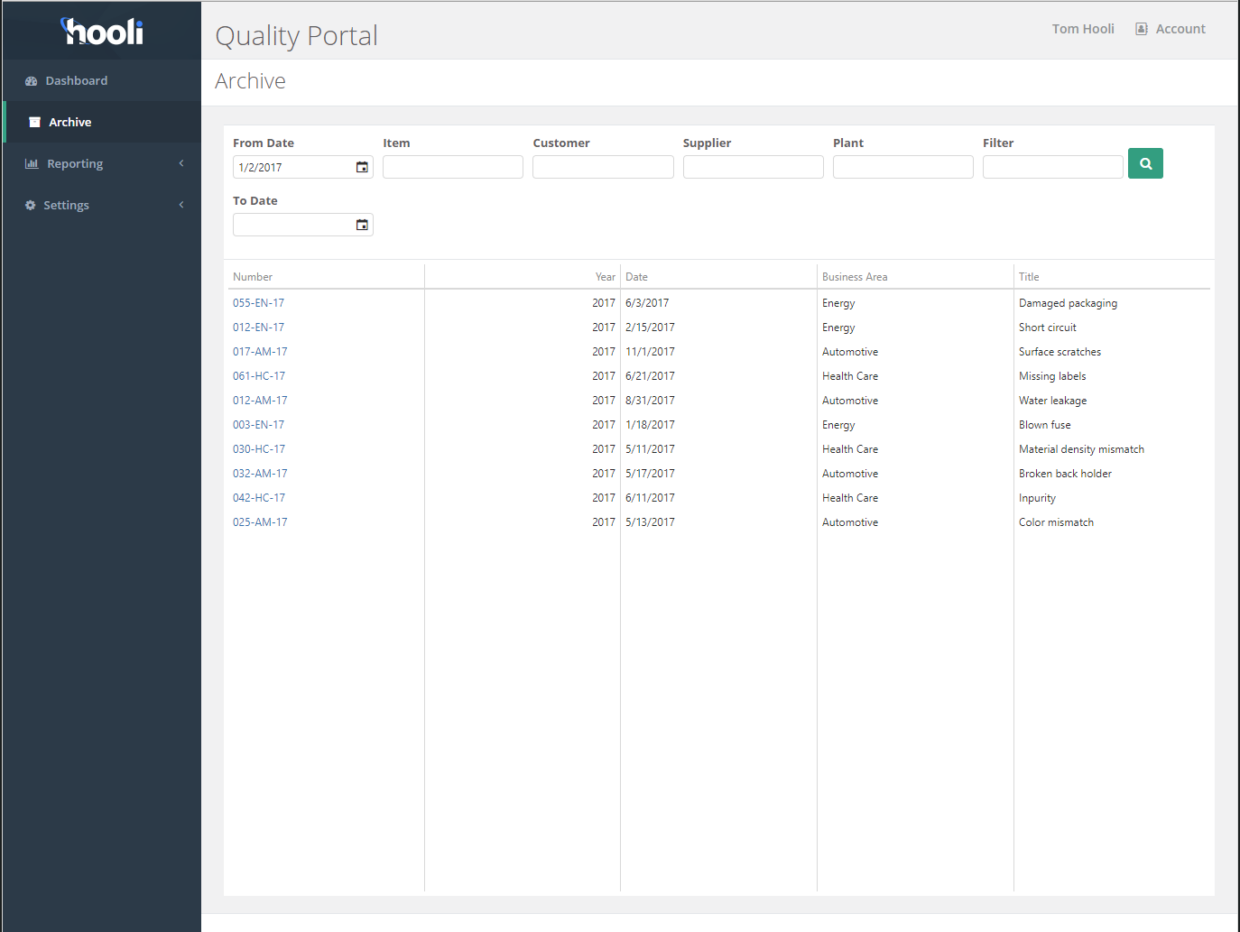
Searchable archive — past lessons are never lost.
Ready to modernize your 8D process?
Collaborate, track progress, and close reports faster — all from one cloud workspace.
FAQ
Common questions
Eight Disciplines — a structured, team-based methodology developed by Ford in 1987 for identifying root causes and implementing permanent corrective actions. Steps D0 through D8.
8D is team-driven for complex problems with unknown root causes, includes containment and escape point analysis. A3 (Toyota) is leaner, single-page, suited to smaller-scope problems one or two people can handle.
Automotive standard: containment within 24 hours, root cause within 5–7 days, full closure within 30 days. Simpler problems: 1–2 weeks. Complex systemic issues: 60–90 days.
When the root cause is already known (use Just-Do-It), when it's a one-time event, when one person can resolve it (use 5 Whys), or when deep statistical analysis is needed (use DMAIC).
The earliest control point that should have detected the defect but failed. Introduced in Ford's Global 8D, it requires fixing both why the problem occurred and why existing controls missed it.
No. CAPA is a regulatory requirement (FDA/ISO). 8D is a methodology that can fulfill CAPA, but standard 8D verifies before implementation while FDA requires verification after. Regulated industries must adapt the flow.
Ford Motor Company in 1987, published as 'Team Oriented Problem Solving' (TOPS). A military precursor — MIL-STD-1520 (1974) — introduced related concepts of corrective action and containment.
Yes. Now used across healthcare, finance, IT, food production, aerospace, retail, and government — any organization facing complex, recurring problems that benefit from structured team investigation.